

Projects
Our team has successfully performed:
3,000+
Projects in the Last 20 Years
$600MM+
Worth of installations and rollout
Specialized in Difficult Revamp and Retrofit Projects.
Projects with Significant Process Design Component
Customer Focused, Fit-for-Purpose Project Execution

Solar-to-Steam Facility – Project scope included FEED and Detailed Design of a new Solar-to-Steam Generation Facility. IQA was responsible for all Process, Mechanical, Piping, Electrical, Instrumentation/Control, Civil, Structural, and Fire Protection Design.

DCPD Processing - Designed a new 30,000 gallon DCPD Storage Tank with foundation and secondary containment. Designed a new Rail Unloading Station and Truck Unloading Station both with secondary containments. Sized and specified a new DCPD Transfer Pump (100 GPM). Specified a new 4.00 MM BTU/hr Air Cooler. Specified a new Natural Gas Generator to provide backup power to the system. IQA executed Conceptual Design and Detailed Design.

Tank Farm Optimization - Designed three new storage tanks, associated piping/pumping systems, and a new pipeline to the adjacent pier. IQA executed Conceptual and Detailed Design and was responsible for all Process, Mechanical, Piping, Electrical, Instrumentation/Control, Civil, and Structural Design.

Air System Improvement - Project involved addition of Plant Air and Instrument air compressors in various refinery locations. Both electric and steam driven compressors were included in IQA’s project scope.

Crude and Vacuum Units Revamp - Project objective was to improve the clean products yield from the current 50% to 68%. The scope included improving fractionation in both the Crude Tower and Vacuum Tower for producing a full range Diesel from Crude Unit and LVGO from the Vacuum Tower.

Crude Unit Air Preheater Circulation Fan - Project scope included engineering and procurement for adding a new circulation fan to an existing Crude Unit Air Preheater.

125 Gpm Selenium Removal (Sert™) Facility - Project scope included engineering, design and procurement support for a 125 gpm new Selenium Removal (SeRT™) Facility which was designed as a pre-investment for a 350 gpm full scale facility. SeRT™ is a proprietary technology.

Coker Unit – Upgrade For Heavy Crude - Coker Unit Heavy Crude Project was a major revamp of an existing unit. Scope of work included installation of New Equipment, Relocation of Existing Equipment, routing of New Piping in Existing Area Using 3-D Software. verifying Clashes Between New Design and Existing Items and TAR and Post TAR Construction Planning.

A New Berth at Port of Los Angeles - Building a new berth in Port of Los Angeles including (a) new Berth Topsides Ship Loading Facilities, (b) re-route of On-Shore Piping to Comply with MOTEMS, and (c) construct new facilities while existing ship loading operations continue.

Air Compressor Upgrade & Hydraulic Debottlenekcing - Project involved upgrading anti-surge control system for three plant/instrument air compressors. IQA’s scope of work included debottlenecking of instrument air header and reducing pressure swing to +/-5 psi.

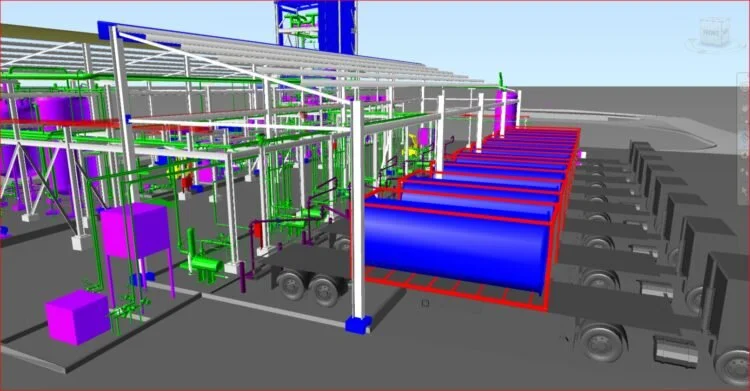
Biodiesel Unloading Terminal and Blending System - Project involved adding a new biodiesel unloading facility, biodiesel storage and on-line B-5 blending facility to an existing crude and petroleum products loading and offloading terminal.

Coker Interlock - Project scope included engineering and procurement for installation of Motor Operated Valves and associated Interlock logic for a Coker Unit (Project scope was implemented for 4 Coke Drums).

Crude Secondary Column Overhead System Upgrade - Project scope included engineering and procurement for revamp and retrofit of the Crude Secondary Column Overhead System.

Crude Unit Heat Integration - Crude Unit Heat Integration Project involved increasing unit capacity by adding new overhead condensers.

Desalination Plant - Project involved installing a new containerized Reverse Osmosis (RO) for expanding the potable water production at a remote facility. Critical drought relief required a highly compressed engineering, procurement & construction schedule.

FCC Fractionation Cooling Train Upgrade - Project scope included adding a new pump around cooler to the FCC main fractionator. The exchange train included a new reboiler and new LGO coolers in parallel.

Oil Transfer Pump Replacement - Replacement of multiple Oil Transfer Pumps. Project involved replacement of all six transfer pumps at two facilities with higher capacity pumps which included installing six 250 HP motors, replacing the existing 150 HP motors, installing VFDs for each pump and new electrical infrastructure to feed the motors, above ground cable trays to support the feeders, upgrading the FWKO level control system with GWR Level Instrument with VFD Control.

Replacement of High Pressure Water Injection Pipeline - Underground piping replacement of 4,500 ft of 12”/10” High Pressure (2,200 psig) water injection pipeline to facilitate expanded production at the facility.

Saturated Gas Plant – Chloride Guard Bed - Project included installation of a new Chloride Bed in an existing Refinery Saturated Gas Plant. The new column was placed in a heavily congested area within an existing structure.

Saturated Gas Plant—a New LSR Gasoline Stabilizer - FEED Package preparation for a new LSR Gasoline Stabilizer in an existing Refinery Saturated Gas Plant. Heavy congestion and significant new piping.

Steam and Condensate System Replacement - Evaluation of plant-wide steam and condensate systems for establishing design basis for a new Steam and Condensate System. Detailed engineering for development of construction package.
Sulfur Plant – Piping Replacement - Project scope included engineering and procurement for a new Resistoflex (Teflon lined) piping system from existing Carbon Bed Adsorbers to an existing Incinerator.

Waste Water Disposal and Ground Water Remediation - IQA has been responsible for all maintenance and capital investment projects for waste water disposal and ground water remediation unit at a major refinery since 2007.

Lowering High Pressure In-Service Pipeline- QA designed the lowering of an 8” high pressure product line in a highway. The line was lowered in place under pressure filled with product.

Military Jet Filtration and Additive Injection - Project involved adding a new filtration system, additive injection facilities, and an additive storage tank to an existing military jet storage facility.


Flare Gas Recovery - Addition of flare gas and vapor recovery capacity to refinery flare system. Compressor systems were supplied by a third party and IQA provided all of the OSBL infrastructure to support the project including a new power house, piping, site development & foundations, and control systems tie-ins.

FCC Unit Piping Upgrade Carbonate Cracking Piping Replacement - Project involved development of As-Is P&IDs, Piping Isometrics and Inspection Isometrics of the entire FCC Unit. The model was used for replacement in-kind of many piping spools.

Flare Continuous Emission Monitoring System - Project scope included Analyzers’ and Shelters’ specifications, all infrastructure engineering including special sampling and piping, electrical, civil and structural engineering for five flare sampling locations.

Heavy Oil Relief System Upgrade - Project scope included installation of 75 new PSVs in two Crude Units, a Vacuum Unit, two Coker Units and two Light Ends Recovery Units. Project included complete system relief analysis and PSV sizing for the specified units.
High Performance Resin Processing Facility - A grassroots facility for distillation and formulation of a high performance resin. The distillation unit consists of a 7,000 gallons batch distillation unit for recovery of high performance resin and three byproducts. Distillation Unit consisted of the Distillation Reactor, Distillation Column, Condenser, Sub-Cooler, Product and Byproducts Receivers, Vacuum System and Vapor Recovery System. Formulation Unit consisted of a Receiver Tank, Formulation Reactor, Vacuum System and Vapor Recovery System.

Hydrotreater Unit – H2 Recycle Heat Exchanger - Project scope included concept validation for increasing energy efficiency via heat recovery from Hot High Pressure Separator vapor effluent.

LGO Hydrotreater – Jet Draw Addition - Project involved recovering product from a Hydrotreater Fractionator which meets final jet fuel product specifications for blending. The diesel product rate is maintained by increasing DGO product recovery from the Fractionator Bottoms.

Lubricant Process Plant – Hose Room Optimization - Various lubricant components are pumped, air-eliminated and metered from feed tanks to the product formulation tanks. The lines from the feed tanks are terminated on a manifold long board. The connection from the manifold long board to the metering system is typically by hoses. The hose room optimization project was aimed at minimizing hose deployment for safer and more efficient work area.

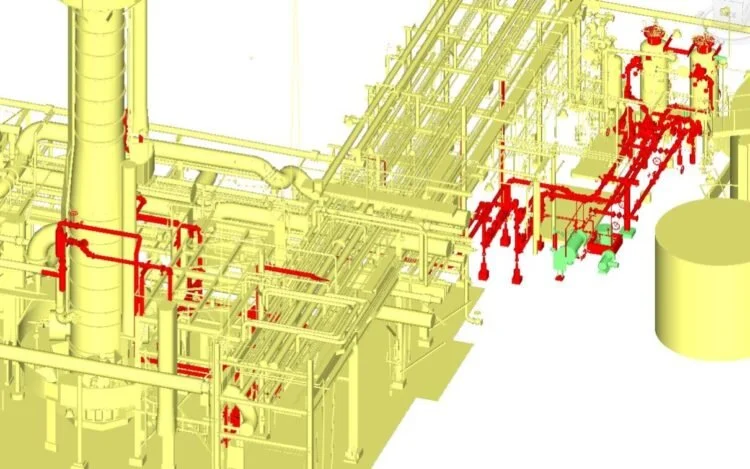
Offshore Platform Revamp - Project involved development of inspection isometrics for all process streams for three offshore platforms. Project also included as-is effort of all existing PFDs and P&IDs. Laser Scanning was used as a mean for capturing the as-is condition of the offshore platforms. The cloud of points were used for development of intelligent 3-D models of the process lines. In addition the laser images are used for multiple revamp and retrofit projects.

Offshore Platform Electrical System Upgrade - Project scope included overhaul of the MCC unit and upgrading of the Electrical System for an offshore facility.

Oil Field Well Development Program - Above ground and underground piping to support Oil Field Well Development Program at the PICO Site. Project involved over one mile (each) of piping including 12” Oil Gathering, 12” High Pressure (2,200 psig) water injection, 12” firewater main header and hydrants, 6”/4” gas gathering, 6” waste water header and collection system, 6” tank vapor recovery and compressor.

Oil Gathering Pipeline - Underground piping replacement of 3,000’ (each) of 8” Oil Gathering and 8” High Pressure (2,200 psig) water injection lines to facilitate expanded production for the facility.